Neste artigo vamos falar um pouco sobre o fenômeno da ressonância e exemplificar a prática com um caso ocorreu em um ventilador industrial encontrado no dia a dia pela equipe técnica da Ensus.

Figura 1 - ventilador centrífugo.
Ressonância é um fenômeno que ocorre com a coincidência entre a frequência de operação e frequência natural, onde as amplitudes de vibração são amplificadas fazendo com que as solicitações estruturais aumentem de forma drástica, levando muitas vezes a falha total do equipamento.
A Frequência Natural pode ser definida por:
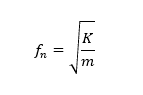
Onde:
Para conhecer um pouco mais sobre os conceitos básicos de frequência natural assista ao vídeo aqui
Podemos afirmar que se algum equipamento operar próximo à sua frequência natural, as amplitudes de vibração vão ser amplificadas e sua durabilidade prejudicada*.
*Alguns equipamentos são projetados para operar muito próximo da sua frequência natural, ex. mesa vibratória.
Abaixo será demonstrado um caso de ressonância em um ventilador industrial encontrado pela equipe técnica da Ensus.

Figura 2 - equipamento analisado ventilador centrífugo.
A principal queixa do cliente era de vibração excessiva no mancal LOA, apresentando alertas constantemente pelo monitoramento preditivo interno.
Este equipamento é composto por um motor elétrico, 02 mancais e 01 rotor, além de uma base civil e um Skid metálico de acordo com o esquema abaixo:
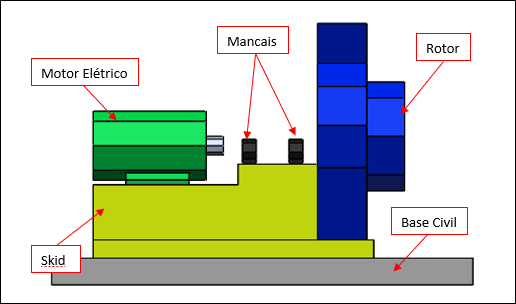
Figura 3 - esquema do equipamento.
As características básicas de operação do equipamento são mostradas abaixo:
Para a investigação detalhada da vibração do equipamento, foi realizado um ODS no conjunto para identificar a causa raiz do problema.
A análise de ODS consiste na visualização do movimento da máquina, através da medição de vibração de diversos pontos na estrutura. O resultado desse trabalho é um vídeo mostrando a vibração de maneira amplificada do conjunto.
Caso tenha interesse em entender mais a fundo sobre essa técnica, acesse nosso artigo onde detalhamos passo a passo para a realização de um ODS. https://ensus.com.br/operating-deflection-shape/
As principais etapas para a realização de um ODS são mostradas abaixo:
O modelo 3D foi levantado em campo, considerando os mancais, motor, skid metálica, base civil e carcaça do rotor de acordo com a imagem abaixo:
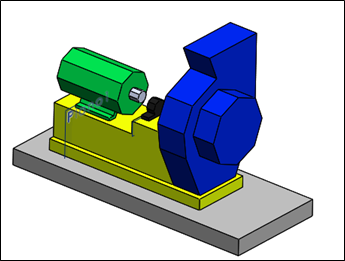
Figura 4 - modelo 3D levantado em campo.
Os pontos de medição selecionados, são mostrados abaixo:
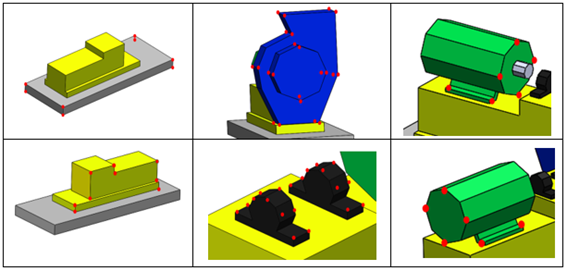
Figura 5 - detalhamento dos pontos de medição.
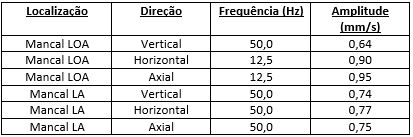
A análise espectral foi realizada em diversos pontos do equipamento considerando a direção vertical, horizontal e axial. A tabela abaixo mostra o resumo das frequências correspondentes as maiores amplitudes encontradas:
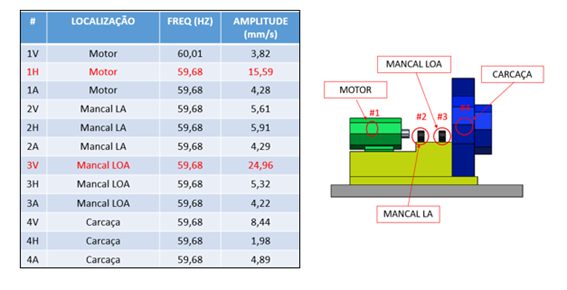
Figura 6 - análise espectral.
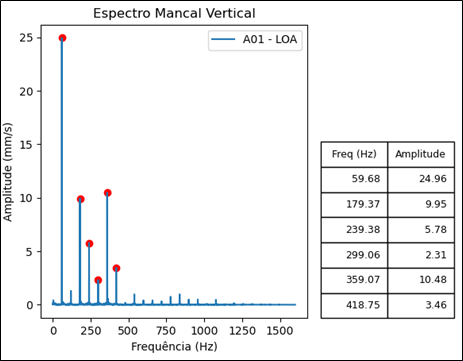
Figura 7 - espectro mancal LOA - vertical.
Gerando os vídeos de ODS em 59,6Hz, temos:
Figura 8 - vídeo de ODS.
Pela análise de espectro é possível observar que as maiores amplitudes ocorrem na frequência de operação;
Os espectros apresentam uma grande quantidade de harmônicos, podendo ser uma característica de folgas e/ou baixa rigidez na estrutura;
Pelos vídeos de ODS observa-se um movimento de torção do mancal LA para o Motor, sendo uma característica de baixa rigidez da estrutura ou até mesmo ressonância;
Dando sequência na investigação partiu-se para um bump-test, onde foi aplicado um impacto em pontos da estrutura com intuído de obter as frequências naturais do equipamento.
Obs. Para o bump-test o equipamento precisa estar “parado” no momento dos impactos, deste modo este ensaio só é possível para equipamentos que possam ter seu funcionamento interrompido por alguns instantes.
Os resultados do bump-test são mostrados abaixo:
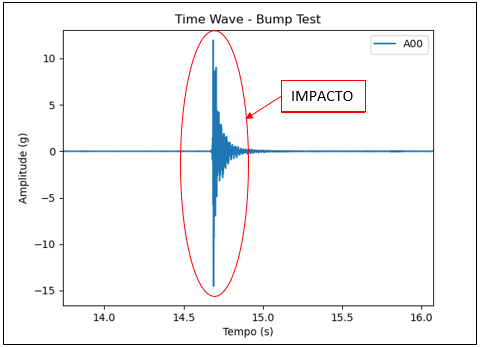
Figura 9 - sinal no tempo do impacto.
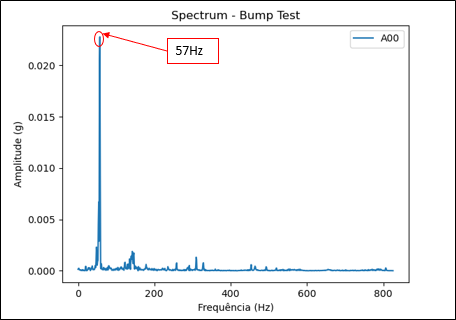
Figura 10 - FFT do impacto realizado.
Como pode ser observado o equipamento possui uma frequência natural de 57hz que coincide com a faixa de frequência de operação.
Deste modo podemos concluir que o equipamento está operando em RESSONÂNCIA. Pela análise de ODS foi identificado o modo de torção sendo característicos de modos de frequência natural, em seguida foi realizado um bump-test onde foi constatado a existência de uma frequência natural muito próxima a frequência de operação, fazendo com que as amplitudes de vibração aumentassem drasticamente.
Como pode ser observado no espectro, as amplitude chegam a 25mm/s, que quando comparado com a norma ISO 10816-3, se enquadra em um nível crítico sendo recomendada parada imediata do equipamento .
Como recomendações para a solução do problema deve-se alterar as frequências naturais da estrutura para longe da faixa de operação(60hz). Por experiência do time técnico da Ensus em situações já enfrentadas sobre ressonância a recomendação ideal é de que as frequências naturais estejam 20% acima da frequência de operação, neste caso acima de 72hz.
Gostou do artigo? Deixe seu comentário com sua opinião e dúvidas!
Neste artigo vamos apresentar uma análise de ODS feita em um exaustor de uma fábrica de Cimento no ano de 2018.

Figura 1 - Exaustor de moinho de cimento.
A principal queixa do cliente era de vibração excessiva no mancal LOA, apresentando alarmes constantemente devido ao monitoramento online.
Este equipamento é composto por um motor elétrico, 02 mancais e 01 rotor, de acordo com o esquema abaixo:
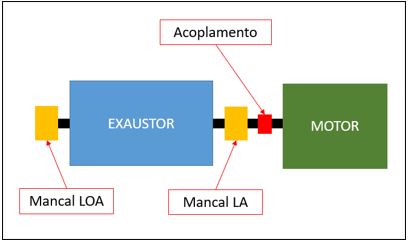
Figura 2 - Esquema do equipamento.
As características básicas de operação do equipamento são mostradas abaixo:
Para a investigação detalhada da vibração do equipamento, foi realizado um ODS nos 02 mancais e suas bases para identificar a causa raiz do problema.
A análise de ODS consiste na visualização do movimento da máquina, através da medição de vibração de diversos pontos na estrutura. O resultado desse trabalho é um vídeo mostrando a vibração de maneira amplificada do conjunto.
Caso tenha interesse em entender mais a fundo sobre essa técnica, acesse nosso artigo onde detalhamos passo a passo para a realização de um ODS. à https://ensus.com.br/operating-deflection-shape/
As principais etapas para a realização de um ODS são mostradas abaixo:
O modelo 3D foi levantado em campo, considerando os mancais, base metálica e civil, de acordo com a imagem abaixo:
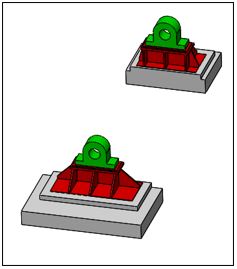
Figura 3 - Modelo 3D levantado em campo.
Os pontos de medição selecionados para os dois conjuntos da Separadora Centrífuga, são mostrados abaixo:
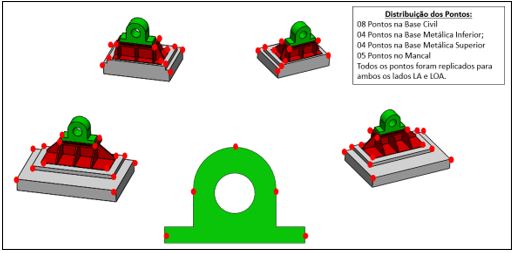
Figura 4 - Detalhamento dos pontos de medição.
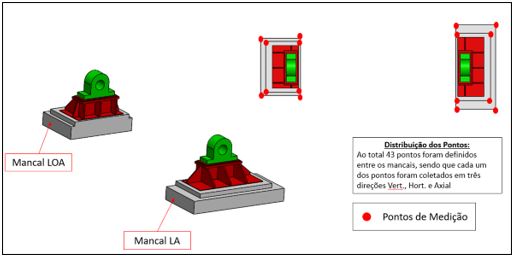
Figura 5 - Detalhamento dos pontos de medição.
A análise espectral foi realizada nos 02 mancais considerando a direção vertical, horizontal e axial. A tabela abaixo mostra o resumo das frequências correspondentes as maiores amplitudes encontradas:
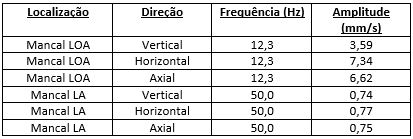
Gerando os vídeos de ODS em 12,3Hz, temos:
Figura 6 - Vídeo de ODS 1.
Figura 7 - Vídeo de ODS 2.
Como pode ser observado nos vídeos acima, o local de maior amplitude de vibração está localizado na parte inferior do skid metálico no mancal LOA, destacado na imagem abaixo:
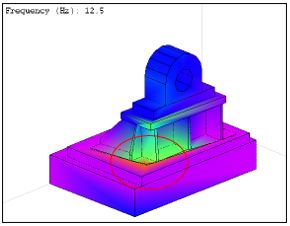
Figura 8 - Local de maior vibração do exaustor.
Fazendo uma inspeção no equipamento foi verificado que o parafuso de fixação do mancal estava frouxo:
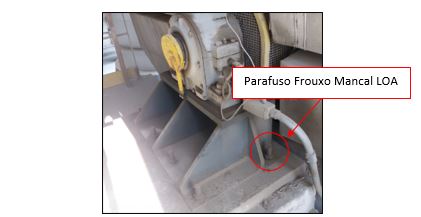
Figura 9 - Detalhe da localização do parafuso frouxo.
Analisando mais criteriosamente o mancal, foram observados que outros dois parafusos de fiação internos da base metálica também estavam folgados:
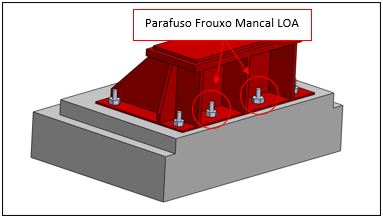
Figura 10 - Detalhe dos parafusos internos frouxos.
Após o aperto dos parafusos novas medições foram realizadas, sendo os resultados mostrados abaixo:
Os vídeos do ODS foram feitos com a nova medição:
Figura 11 - Novo vídeo de ODS
Figura 12 - Novo vídeo de ODS.
Após o aperto dos parafusos, as vibrações no mancal LOA reduziram drasticamente, resolvendo o problema de alarmes constantes que vinham sendo obtidos pelo sistema de monitoramento online.
Gostou do artigo? Deixe seu comentário com sua opinião e dúvidas!
