A análise de vibração é uma técnica que a muito tempo vem ajudando neste sentido. Com os resultados da análise de vibração é possível prever diversos tipos de falha (ex. desbalanceamentos, desalinhamentos, falha em rolamentos, entre outros), fazendo com que a fábrica tenha tempo para planejar a correção ou substituição de componentes de maneira assertiva.
A imagem abaixo mostra um espectro de análise de vibração, destacando a presença de harmônicos característico de folga.
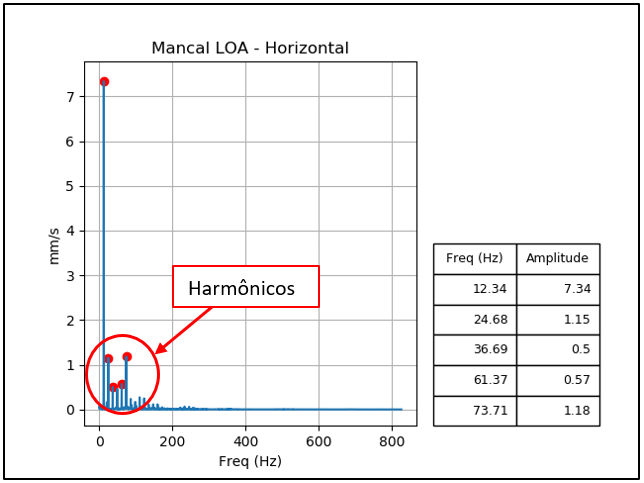
Figura 1 – Espectro de harmônicos em um rolamento característico de folga.
Como funciona a análise de vibração convencional?
A análise de vibração convencional é realizada através de um coletor de dados portátil, onde o analista de vibração é responsável por coletar diversos pontos pré-determinados e posteriormente analisá-los para diagnosticar as possíveis falhas nos equipamentos.

Figura 2 - Análise de vibração realizada por coletor convencional.
Existem alguns pontos importantes a serem destacados nesse tipo de análise:
Quais os principais defeitos presentes em equipamentos?
Todos os equipamentos mecânicos estão sujeitos a falha, e elas causam uma enorme dor de cabeça a todos envolvidos no processo de manutenção. Aqui estão alguns dos principais defeitos que podem ser diagnosticados com a análise de vibração:
O que é a indústria 4.0?
Como todos sabem, já se passaram três revoluções industriais, e com elas vieram a produção em massa e linhas de produção, a eletricidade e tecnologia da informação, no entanto é chegada uma nova era industrial, chamada de quarta revolução industrial, ou indústria 4.0. É dito por estudiosos que essa será a com impacto mais profundo, pois com um conjunto de tecnologias possibilita a fusão do mundo físico, digital e biológico.
Quais são as tecnologias que permitem essa fusão?
As principais tecnologias que permitem a fusão desses mundos são:
Manufatura aditiva – adição de material com o intuito de fabricar objetos (Ex: impressão 3D);
Inteligência artificial – visa dar a softwares e robôs a capacidade humana de raciocinar e consequentemente automatizar processos;
Internet das coisas – possibilidade de objetos físicos conectarem-se a internet e executar uma ação de forma coordenada;
Biologia sintética – projetos de partes biológicas como enzimas, células e circuitos genéticos através de novos desenvolvimentos tecnológicos;
Sistemas ciber-físicos – fusão entre o mundo físico e digital, ou seja, todos os processos que ocorram em função de um objeto são digitalizados;
Simulações computacionais – construção de modelos em CAD e simulações das condições operacionais, obtendo resultados muito próximos do real;

Figura 3 - Pilares da indústria 4.0.
O que é a nova geração da análise de vibração?
A nova geração da análise de vibração está relacionada a redução dos custos dos sensores combinada a evolução de softwares e aplicativos que possibilitam a interligação dos dados dos sensores com o usuário.
De modo geral, a nova geração da análise de vibração consiste na ideia de que todas as máquinas vão possuir os seus próprios sensores de vibração, e o monitoramento será contínuo.
Aliando esse fator aos temas introduzidos mais acima, vemos que essa nova geração de análise, vem de maneira a facilitar ainda mais a manutenção de máquinas e equipamentos, pois cada dado recebido é visto quase que instantaneamente por algum responsável, dizendo a ele exatamente como a máquina está se comportando, se algum defeito está acontecendo e qual defeito é esse.
Nesse caso a periodicidade da coleta de dados para a análise de vibração para de ser mensal, quinzenal e semanal, e pode ser a cada 12 horas, uma hora, ou até menos, dependendo somente da programação do tempo entre as coletas. Outro fator também extremamente importante, é que se perde a necessidade de que alguém sempre pare o que está fazendo para fazer a coleta desses dados já que os sensores estão sempre nos pontos de medição e estão mandando o sinal nos momentos programados.
No entanto não são só benefícios - atualmente os acelerômetros utilizados para esta finalidade são do tipo MEMS (Sistemas Micro-Eletro-Mecânicos) e em sua grande maioria de modelos podem apresentar dificuldades no diagnóstico de algumas falhas pelos fatores listados abaixo:
De qualquer maneira, os fabricantes desses sensores estão investindo cada vez mais para melhorar a qualidade dos acelerômetros, aumentando a frequência de amostragem, resistência a temperatura e diminuindo o ruído dos mesmos.
Com todas essas informações apresentadas, concluímos que não podemos ficar parados no tempo, pois os avanços tecnológicos estão chegando com tudo e trazendo consigo uma nova era de industrialização, essa caminhada é extremamente importante para o desenvolvimento, tanto no segmento industrial, quanto na saúde, sustentabilidade, e segurança de todos.
A frequência natural é um parâmetro importante a ser conhecido na concepção de projeto de máquinas, como também na resolução de problemas estruturais.
Caso a frequência de operação coincida com a frequência natural, ocorre o fenômeno da ressonância, onde as amplitudes de vibração são amplificadas fazendo com as solicitações estruturais aumentem de forma drástica, levando muitas vezes a falha total do equipamento.
A frequência natural pode ser definida por:
Onde:
Considere 03 sistemas massa mola fixados acima de uma mesa vibratória:
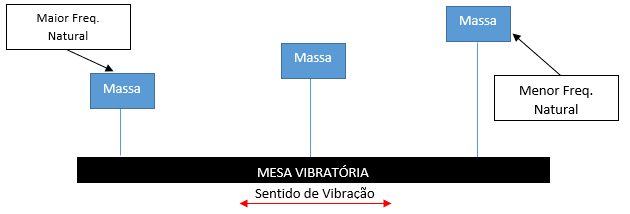
O sistema possui a mesma massa com diferente rigidez entre uma estrutura e outra, e, portanto, pode-se concluir que a menor frequência natural estará presente no sistema massa-mola mais alto, e que a maior frequência natural estará presente no sistema massa-mola mais baixo.
Esse teste foi realizado pelo Prof. O. Kwon da Universidade de Missouri
Entendendo os conceitos básicos de frequência natural, percebe-se que se algum equipamento operar próximo da frequência natural, as amplitudes de vibração vão ser amplificadas e que na maioria das vezes* vai prejudicar a durabilidade do mesmo.
* Alguns equipamentos são projetados para operar muito próximo da frequência natural (ex. peneira vibratória).
Neste artigo, iremos apresentar 02 metodologias para identificar as frequências naturais de um protótipo.
A análise modal virtual através do método dos Elementos Finitos, consiste em uma simulação onde é possível identificar os modos de vibração e as frequências naturais do modelo CAD considerado para a análise.
A análise modal experimental consiste em uma técnica onde um impacto é gerado por um martelo modal e a resposta de vibração é obtida por um acelerômetro. Com base nesses dois sinais é calculado função de resposta em Frequência (FRF), podendo definir os modos de vibração, as frequências naturais e fator de amortecimento de uma estrutura real.
Para deixar esses conceitos mais fáceis, a análise modal considerando as duas metodologias é realizada no protótipo abaixo:
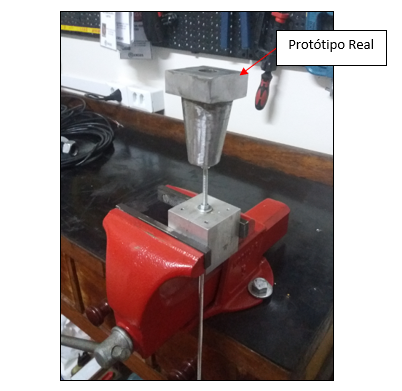
Figura 1 – protótipo analisado
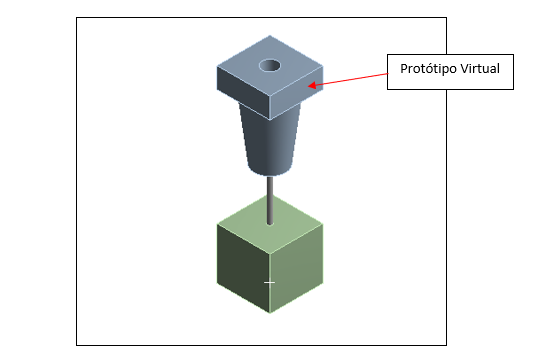
Figura 2 – Modelo FEA
Na imagem abaixo é mostrado a malha utilizada no modelo.
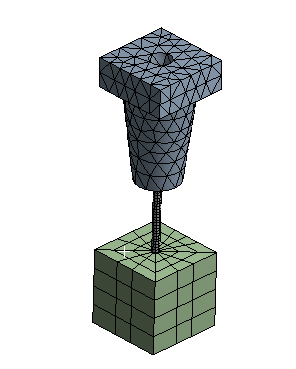
Figura 3 - Malha do modelo
O bloco de alumínio foi considerado fixo na face inferior, fazendo referência a fixação aplicada na morsa no protótipo real.
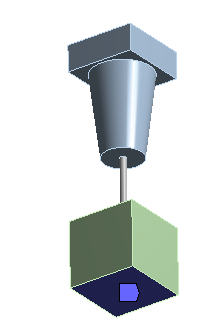
Figura 4 - Fixed Support

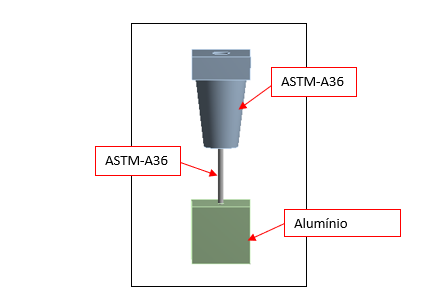
Figura 5 – Materiais definidos para a geometria
O modo de vibração representa como a geometria “vibra” caso entre em ressonância.
O 1º modo de vibração é mostrado abaixo:
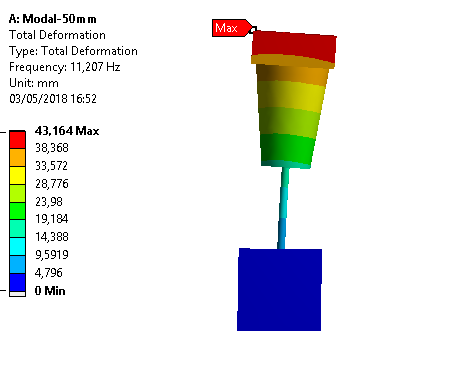
Figura 6 - Primeiro modo 11,2Hz
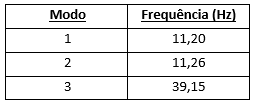
As três primeiras frequências naturais do protótipo são listadas abaixo:
O teste foi realizado considerando o impacto de um martelo modal e a resposta medida por um acelerômetro no lado oposto, de acordo com a imagem abaixo:
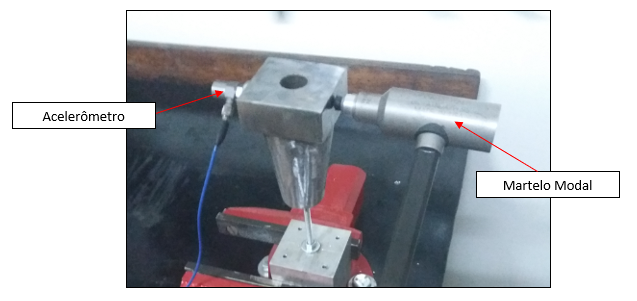
Figure 7 – Procedimento do teste
A FRF obtida é mostrada abaixo:
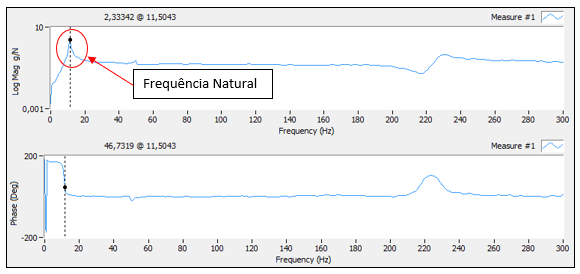
Figura 8 – Medição da FRF
Note a existência de um pico de amplitude na frequência de 11,5Hz, mostrando que nessa região existe uma frequência natural.
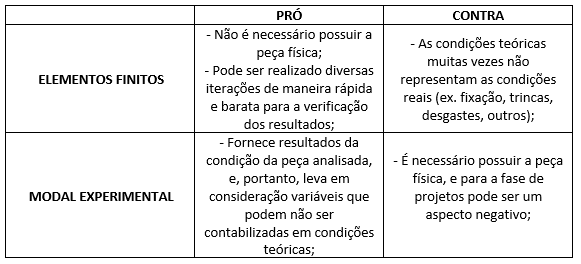
Os resultados obtidos na análise de elementos finitos e modal experimental são comparados abaixo:
![]()
Note que as frequências naturais são muito próximas, e, portanto, as diferentes metodologias convergem para o mesmo resultado.
Algumas observações importantes sobre cada uma das técnicas:
A identificação da frequência natural é extremamente importante para a concepção de projetos adequados, bem como a resolução de problemas em máquinas que apresentam vibrações excessivas.
A Ensus é especializada na realização de análise modal experimental (EMA), operating deflection shape (ODS) e elementos finitos (FEA) que são ferramentas assertivas para a resolução de problemas estruturais.
Aprenda um pouco mais sobre essas técnicas acessando os artigos abaixo:
Análise de ODS (Operating Deflection Shape) com o objetivo de identificar a causa raiz do problema.
Problema:
Objetivo:
O que é ODS?
Descritivo:
A primeira etapa do trabalho consiste em levantar o desenho 3D dos equipamentos analisados, considerando o layout e dimensões de referência para posteriormente representarem o modo de operação da máquina através dos vídeos.
Os desenhos 3D foram realizados no software Solidworks, contemplando todo o conjunto acoplado a Turbina a Vapor, conforme imagem abaixo:

Figura 1 - desenho 3D do conjunto
Posteriormente foram definidos os pontos de medição de vibração, conforme as imagens abaixo:
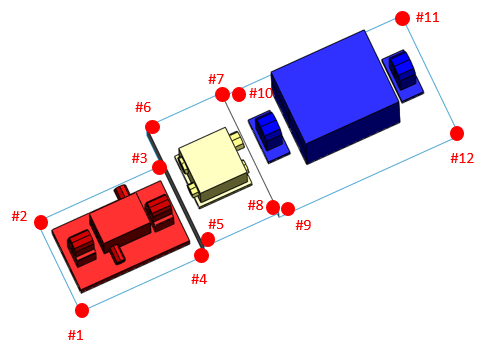
Figura 2 - pontos de medição na estrutura civil
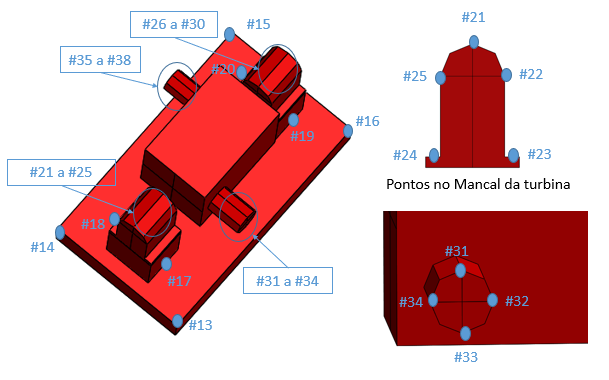
Figura 3 - pontos na Turbina a Vapor
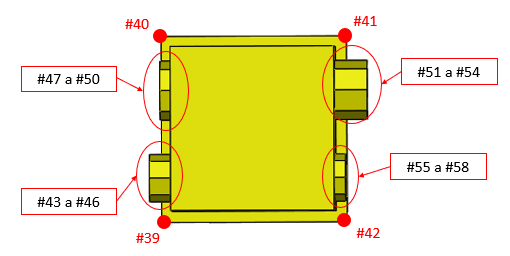
Figura 4 - pontos no redutor
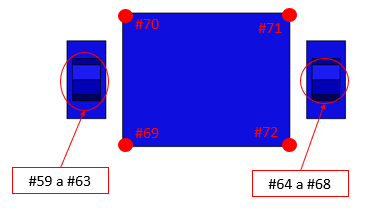
Figura 5 - pontos no Gerador
Antes da coleta de dados para o ODS, foi realizado uma medição de vibração convencional nos mancais da Turbina a Vapor, que pelo histórico apresentava as maiores amplitudes do conjunto. Os resultados são sumarizados na tabela abaixo:
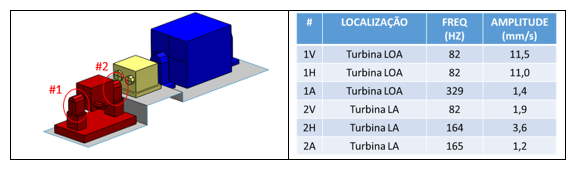
Legenda:
As características de vibração a partir da análise de vibração inicial são destacadas abaixo:
A coleta de dados, processamento de sinais e concepção dos vídeos são realizadas através do software Modal View pertencente a National Instruments.
A técnica utilizada para o ODS é a FRF (Frequency Response Function), onde 01 acelerômetro é posicionado de maneira fixa em determinado local do equipamento, e outro acelerômetro é alterado de um ponto para outro para realizar a coleta de dados. (para maiores informações desse processo, acesse nosso artigo à https://ensus.com.br/operating-deflection-shape/ )
A FRF é calculada com base na relação entre o sinal de um acelerômetro e outro, fornecendo resultados com base na amplitude e fase dos sinais. Na imagem abaixo, é mostrado o resultado de uma FRF, sendo apresentado na parte superior a amplitude e na parte inferior a fase entre um sinal e outro.
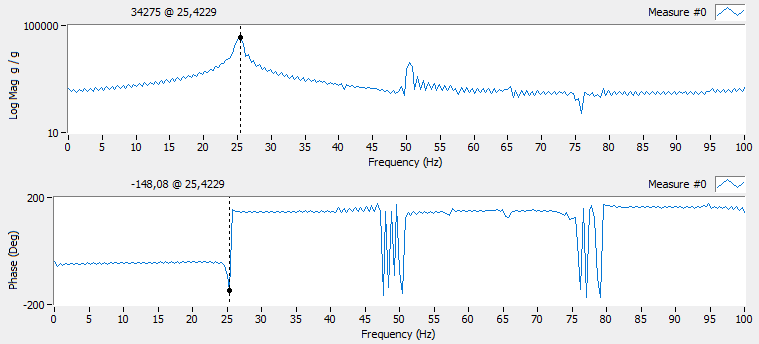
Figura 6 - resultados de uma FRF
Esse mesmo processo deve ser realizado para todos os pontos definidos nas etapas anteriores, de modo que as características de vibração devem ser conhecidas.
Por último, foi realizado a correlação entre os resultados de vibração com o desenho 3D do conjunto, para a concepção dos vídeos. Considerando que as maiores amplitudes de vibração ocorrem em 82Hz, os vídeos foram gerados para esta frequência:
O vídeo de todo o conjunto, mostra claramente que as vibrações elevadas estão localizadas apenas na Turbina a Vapor.
Dessa maneira, foram realizados outros vídeos da Turbina em detalhe:
Outra análise realizada, foi a comparação do modo de operação de uma Turbina a Vapor de mesma marca e mesmo modelo, com a Turbina que apresenta vibrações elevadas. Considerando que o projeto é o mesmo, os modos operacionais das Turbinas em condições ideais devem ser iguais.
Note que o modo de vibração é diferente da amplitude de vibração, ou seja, é possível que existam 02 equipamentos que possuam modos de vibração iguais com amplitudes diferentes.
Dessa maneira, foi realizado um ODS para a Turbina que apresentava amplitudes baixas, e realizado uma comparação do modo de vibração através da ferramenta MAC.
O MAC (modal assurance criteria) é utilizado para comparar modos de vibração, sendo que seu valor varia de 0 a 1, sendo que o valor de 0 mostra que não existe nenhuma correlação entre um modo e outro, e o valor de 1 mostra que existe total correlação entre um modo e outro.
O comparativo do ODS entre uma Turbina e outra, considerando as mesmas escalas de vibração é mostrado abaixo:
Notavelmente as amplitudes de vibração são muito diferentes, sendo que a Turbina G1 apresenta baixa vibração e a Turbina G2 apresenta alta vibração (como já visto anteriormente).
As correlações entre os modos de vibração são mostradas no gráfico abaixo:
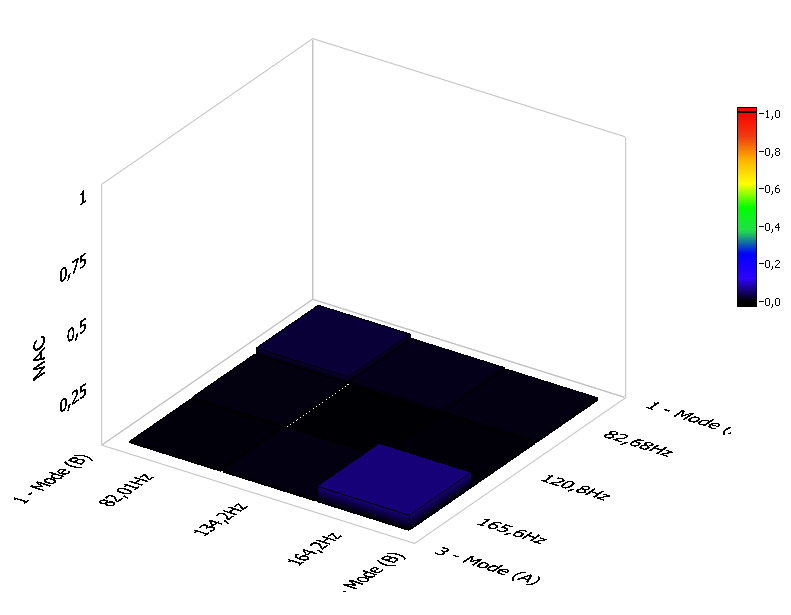
Figura 7 - MAC entre a Turbina G1 e G2
Conclusões Gerais:
Recomendações:
